Welcome: HongYue Stainless Steel
Language:
 ∷
∷

∷
 ∷
∷


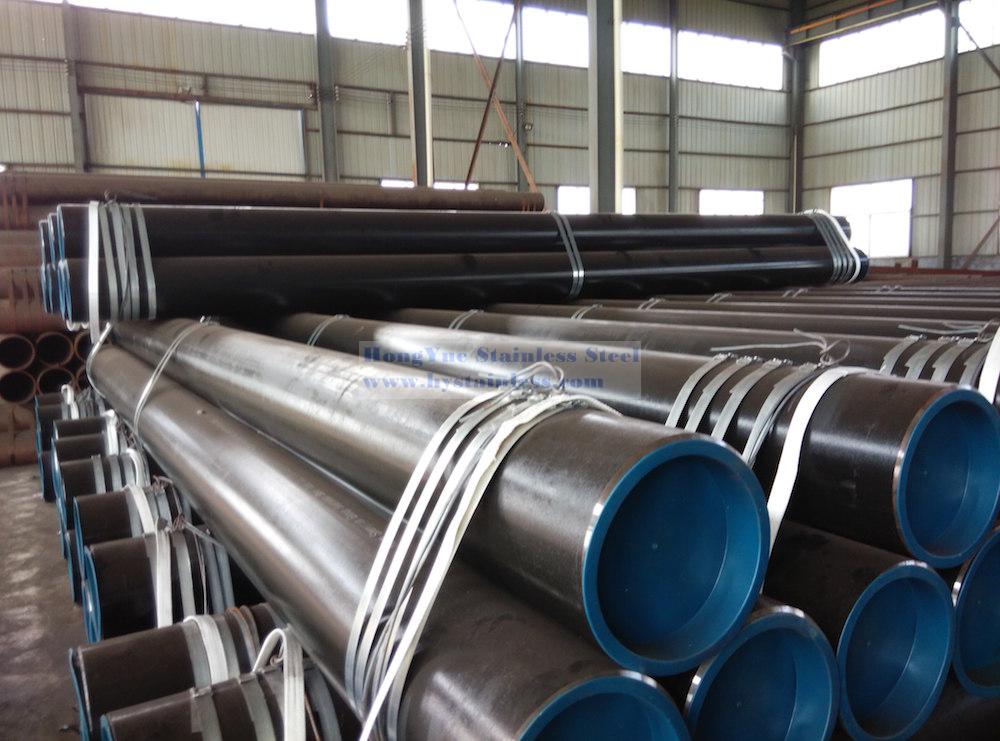

Introduction of ASTM A53 Carbon Steel welded pipe
ASTM A53 ERW LSAW carbon steel welded pipe is US petroleum pipeline standard pipe. The pipe is widely used in the extraction of oil, gas, water field. The end can be flat, threaded, coupling, socket connection.
Type of ASTM A53 Steel Pipes
F: Furnace and butt welded with continuous welded grade A
E: ERW pipe with Grade A & B
Specifications of ASTM A53 Steel Pipes
| Welded ASTM A53 Pipe | Grade A | Grade B |
| Tensile Strength, min, psi | 48,000 | 60,000 |
| Yield Strength | 30,000 | 35,000 |
| ASTM A53 Welded Pipe | C max % | Mn max % | P max % | S max % |
| Grade A | 0.25 | 0.95 | 0.05 | 0.045 |
| Grade B | 0.30 | 1.20 | 0.05 | 0.045 |
| Type |
Carbon max. % |
Manganese max. % |
Phosphorous max. % |
Sulfur max. % |
Copper max. % |
Nickel max. % |
Chromium max. % |
Molybdenum max. % |
||||||||
|
Grade A |
Grade B |
Grade A |
Grade B |
Grade A |
Grade B |
Grade A |
Grade B |
Grade A |
Grade B |
Grade A |
Grade B |
Grade A |
Grade B |
Grade A |
Grade B |
|
|
Type E (electric-resistance welded) |
0.25 | 0.30 | 0.95 | 1.2 |
0.05 |
0.05 | 0.045 | 0.045 |
0.40 |
0.40 |
0.40 |
0.40 |
0.15 |
0.15 |
0.08 |
0.08 |
|
Type F (furnace-welded pipe) |
0.30 | / | 1.2 | / | 0.05 | / |
0.045 |
/ |
0.40 |
/ |
0.40 |
/ |
0.15 |
/ |
0.08 |
/ |
Bending requirements
For pipe NPS 2(DN50) and under, a sufficient length of pipe shall be capable of being bent cold through 90°around a cylindrical mandrel, the diameter of which is twelve times the outside diameter of the pipe, without development cracks at any portion and without opening the weld.
When ordered for close coilling, the pipe shall stand being bent cold through 180°around a cylindrical mandrel, the diameter of which is eight times the outside diameter of the pipe, without failure.
Double extra strong pipe over NPS 1 1/4(DN 32) need not be subjected to the bend test.
Flattening test
The flattening test shall be made on pipe over NPS 2(DN 50) with all thickness extra strong and lighter.
For electric resistance welded pipe, a test specimen at leat 4in. (100mm) in length shall be flattened cold between parallel plates in three steps, with the weld located either 0°or 90°from the line of direction of force. During the first step, which is a test for ductility of the weld, no cracks or breaks on the inside or outside Surfaces at the weld shall occur until the distance between the plates is less then two thirds of the specified diameter of the pipe. as a second step, the flattening shall be continued as a test for ductility away from the weld. During the second step, no cracks or breaks on the inside or outside Surfaces away from the weld. During the third step, which is test for soundness, the flattening shall be continued until the test specimen breaks or the opposite walls of the pipe meet. Evidence of laminated or unsound material or of incomplete weld that is revealed by the flattening test shall be cause of rejection.
Contact: HongYue Stainless Steel
Phone: 189 2998 9055
Tel: +86 (0)757 2932 8272
Email: info@hystainless.com
Add: HongYue Stainless Steel